
 咨询电话:0531-87595859 咨询电话:0531-87595859
咨询电话:0531-87595859 咨询电话:0531-87595859 

 全国免费客服电话 0531-87595859
全国免费客服电话 0531-87595859 邮箱:yiyouhengxin@163.com
手机:0531-87595859
电话:0531-87595859
地址:山东济南历下区解放路43号银座数码广场707
来源:米博 发布时间:2024-12-18 19:29:14 阅读:1 次
新能源电机定子,顾名思义,就是新能源汽车中电动机静止不动的部分,主要由定子铁芯、定子绕组及在允许电压下不导电的材料、引出线等辅助标准件组成。它的基本功能是在电动机运行时产生旋转磁场,与转子相互作用,实现电能到机械能的转换,从而驱动汽车前进。
业内常说的“扁线”和“圆线”主要是定子绕组部分的区分。所说的圆线电机使用的是多根细圆线作为绕组,而扁线电机的绕组则是用的矩形导线。矩形线材可以更好地适应电机槽的形状,所以扁线电机的槽满率(即槽内填充的导线横截面积与槽总面积的比例)可达70%以上,相比之下,圆形导线%的,这也代表着扁线电机能够在相同或更小的体积和重量下拥有更多的导线,来提升电机的功率密度,这一优势也使得扁线成为了当今的主流。

随着新能源汽车技术的慢慢的提升,新能源电驱定子的技术也在持续不断的发展。绕组形态的变化极大地提高了电机的槽满率和性能,但是同时对于电机的冷却要求也在逐步的提升,为满足电机的持续高效运转,冷却计划方案也在进行着多样的变化。
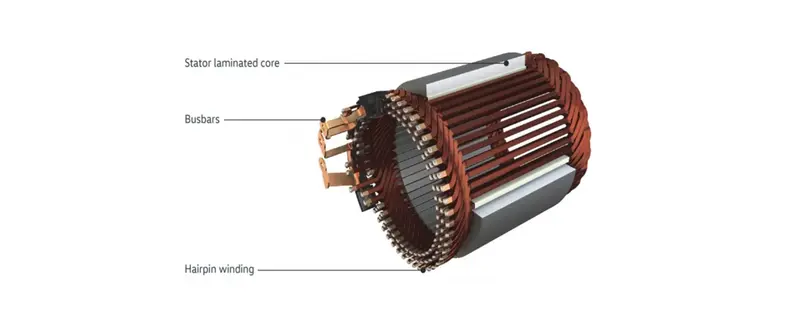
定子绕组从圆线过度到扁线其实并不是简单的导线形态发生了变化,而是涉及到电机设计、制造工艺、性能优化等多个角度的根本性改变,扁线绕组按结构分:Hair-pin、I-pin、W-pin、最近比较火的短pin、X-pin、N-pin、Umini-pin也是基于Hair-pin与I-pin改进而来。
◎ 目前扁线绕组很常见的形式是Hair-pin,市面上有近90%的扁线方案都是Hair-pin,整体工艺是先成型再插线,然后单边焊接,其特点是只需要焊接一端。
◎I-pin的工艺是直接插线,然后双边焊接,目前只有联合电子在做,因需要双端面焊接,所以焊点要比Hair-pin增加一倍,绕组端部长度也会高些。涂覆也要增加一倍,但是,I-pin的槽满率要高于Hair-pin。
◎W-pin的绕组端部是这三种扁线中最短的,且不需要去漆皮、切断、焊接等工序。主要玩家有博格华纳与蔚来,其主要特征是一个线圈和相邻同性磁极下的线圈相串联,用合成节距来表征波绕组的连续规律,这样的形式可以有效地减少端部长度,由此减少电机的径向尺寸。
当然工艺上W-pin也是最难的,W-pin 的难点在于自动插线,与Hair-pin 的插线不同,W-pin 无法从轴向插入,只能从径向插入,根据插入方向不同,可大致分为内径插入和外径插入。
■ 内径插入时将 W-pin 压缩至与铁芯同心圆,然后通过工装夹具撑开,进入铁芯槽内。该方式要求槽口宽度需大于槽底宽度,相比 Hair-pin 技术槽满率降低约 10-15%,同时存在漏磁风险。漏磁也是 W-pin 最大的劣势之一,目前多从优化铁芯产品角度来降低漏磁,如采用自粘结的铁芯代替焊接铁芯等方案。
■外径插入时需将铁芯沿槽底位置切开,铁芯分为内圆和外圆,铜线从铁芯外压入内圆铁芯内,然后通过焊接的方式将外圆铁芯与内圆铁芯焊接。该方案铜线槽与 Hair-pin类似,槽口宽度小于槽底,槽满率和漏磁都能有所改善。但铁芯焊接因只能焊接表面铁芯,因此铁芯强度存在挑战。当前采用内径插入方案较多,外径方案相对较少。
◎X-pin是在Hair-pin与I-pin的基础上进行的改良版本,联电的方案主要是削减I-pin的直线段高度,叫X-pin的原因也是因焊点的搭接方式,由于绕组成型后从正视及俯视角度看其焊点轨迹均互相交叉呈字母“X”形状,同时字母“X”又是绕组包络“小”的同音字母,故在开发之初将该绕组形式命名为X-pin绕组。
博格华纳是在原有Hair-pin基础上将产品升级为X-pin工艺,其整体与Hair-pin插线端部尺寸是没有变化的,但能降低焊接端部尺寸,目前国内常用的X-pin方案基本也都是基于Hair-pin改的,就比如上海电驱动、埃安、红旗等。
X-pin方案其核心难点主要在于绕组焊接方面和如何设计工装夹具,此外还要满足高压800V的绝缘要求,要想X-pin能够落地应用,绝缘的要求是必须要达到的,这就需要扁线mm的爬电距离,所以还应该要考虑焊接时候的热影响,不能把漆膜烧坏。
当然,目前短pin的也不止于X-pin一种形式,像华域的Umini-pin、上海电驱动的N-pin都是为降低绕组的端部高度所开发的。除了绕组结构设计外,其实绕组还有很多说法,就比如跨线端的线型种类,Hair-pin常规的左右跨线,同层跨线。I-pin的Z型与I型,W-pin的分段波绕与整体波绕,绕组的无环流绕组设计等。
电机在运行过程中,由于电流通过绕组时产生的电阻损耗(即铜损)和磁通变化引起的铁损,会导致热量的产生。电机绕组端部通常是位于电机的非工作区域,因此没有直接的散热路径,很容易积聚热量,而且绕组端部的绝缘层也比较厚,热传导性能较差,因此导致此处成为发热点。
常规的水冷方案是通过缠绕在定子铁心外围的水套来进行冷却,当液体沿着水套中的流道流动时,低速场合下发热量最大的绕组产生的热量首先通过定子铁心传导至水套,然后通过冷却液带走热量。但是当电机处于中低速运转状态时,定子部分的发热量会显著增大,其中主要热源来自定子绕组和铁芯内部的损耗。
传统水冷散热方式在处理电机绕组热量时,存在一定的局限性,尤其是在绝缘层、定子铁芯和机壳之间的热传导路径中容易形成局部热点,影响散热效率。油冷技术作为一种替代方案,能够有效解决这样一些问题,并且在持续电机领域展现出更高的散热效率。
油冷技术能直接将冷却介质喷淋到绕组端部或其他发热部位,实现与热源的非间接接触。直接接触可以明显降低热阻,提高散热效率。而且油冷技术也不会像水冷那样对电机的磁路产生干扰,因为油介质对磁场的影响较小,这对于保持电机的电磁性能很重要,而且油冷相比水冷还有一个最突出的点,就应该提高电机的持续功率。
目前常用的定子油冷的方案主要有两种,一种是油管/油环,一种是铁芯开油槽。油管喷淋是单独的油管设计,直接喷淋绕组端部进行冷却,油环的最大的作用是调整喷淋角度,这两种都不需要在定子铁芯上开油槽,成本小设计简单。铁芯开油槽是给铁芯通油,实现绕组端部和内部同时油冷,这要设计定子的油路,且还需在原来的定子铁芯上开油槽,这其中的油路设计各家方案都不同,喷淋角度也都有着差异。
这两种方案归根结底其实都是绕组喷淋式冷却的方案,在技术上是有一定的迭代关系,但在应用端是不完全的迭代关系,除了成本考量外这两种方案也能相辅相成的,有的企业就是用的这两种方案相结合,比如定子开油槽+油管的冷却方式,有的是依靠油管进行径向全方位喷淋,有的是用油管把冷却液喷在定子铁芯表面来保证定子的散热效率。
◎博格华纳的向心式冷却方式,是不需要导油环的,其是依靠多种铁芯硅钢片结构,每个硅钢片上设有不一样的喷油孔,这些喷油孔通过对应设置,在安装时能形成连续的喷油通道(如果大家对博格华纳向心式油冷方案感兴趣能关注我们下期的专利说栏目,这里不过多赘述)。
◎Lucid的齿内直冷也是不需要导油环的,是在齿轭进行的开槽油冷,是一种轴向大流量微喷射设计,叠片上的开孔大小都不一致,这样就形成了定子内部不同大小的油道腔体,这样更加有助于冷却液在内部的流动,端部处的孔洞最小,能够使得冷却液精准喷射到铜导线上。且在每个齿槽之外都至少有一个冷却液管道,对绕组的冷却非常的精细化。
当然也有新的油冷方向,比如近期各家开始预研的槽内冷却,当然其方案是要在不牺牲槽满率的基础上来进行的槽内冷却,以及的沉浸式冷却等等。
定子整体的未来趋势实际上的意思就是围绕 轻量化、低成本、高效率以及政策支持与市场推动等几点来开发 ,为了适应新能源汽车对轻量化、小型化的需求,电机定子的设计未来将更看重紧凑性。通过优化绕组结构和工艺,减少端部长度和焊接点,实现更高效的能量转换和更小的体积,同时电驱技术路线也提出了电机的功率密度和高效率区的要求,所以降低绕组端部与提升槽满将会是未来能确定的技术趋势。
材料方面使用高性能的导电材料,如低电阻的铜或铝线,来减少绕组的电阻损耗,提高电机的输出功率。加之为了更好的提高冷却效果,未来很可能会有更多新型冷却介质的研发和应用。这些介质具有更高的热传导性能、更低的粘度和更广泛的工作时候的温度范围。
新闻中心
